

Resistance Spot Welding
Spot welding is a type of resistance welding, which uses heating in place of current passages in a spot between the electrodes. Here thermal energy arises, which is high enough to soften and join the workpieces between the electrodes.
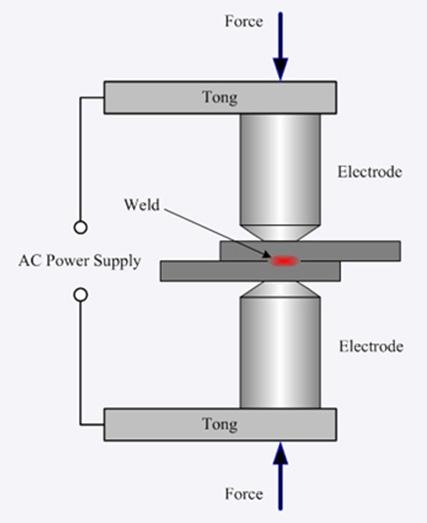
With resistance spot welding, one of the electrodes is rigidly fastened, while the other is free to move around. We place the workpieces between them, squeeze them and turn on the electric current. Because of the resistance, the workpieces heat up in a contact spot and weld under the pressure.
With spot welding we usually join steels and non-ferrous metals of a thickness of up to 3 millimetres. The energy should be supplied extremely quickly (in 10 to 100 milliseconds), so that the other material does not overheat. An alternating or direct current of high intensity and low voltage is used – the voltage for steels is lower and for non-ferrous metals it is higher. The current intensity for the impulse can remain the same (steels up to 6 millimetres) or it can change (thicker hardened steel). According to the force working on the workpiece, the weld can also be forged or welded.
The material for the electrodes depends on the material which we want to weld. So we use:
- different alloys of copper, chromium, zirconium, cobalt;
- electrolytic copper for aluminium;
- tungsten for zinc and copper alloys …
Spot welding is mostly used in the car industry, where only completely robotised processes are used. Otherwise it is very useful for welding all types of sheet metals.
Image Gallery






Highest quality in accordance with EN ISO 3834-2
At Kovinc d.o.o. we offer you high quality manual and automated or robotic spot welding and we follow the highest standards. We always have enough welders on hand, who are skilled in resistance welding as well as in all other modern welding methods. They are all certified in accordance with EN 287 and we ensure the quality of spot welding according to EN ISO 3834-2 standards.
Contact us and we will gladly explain our services to you in more detail.